


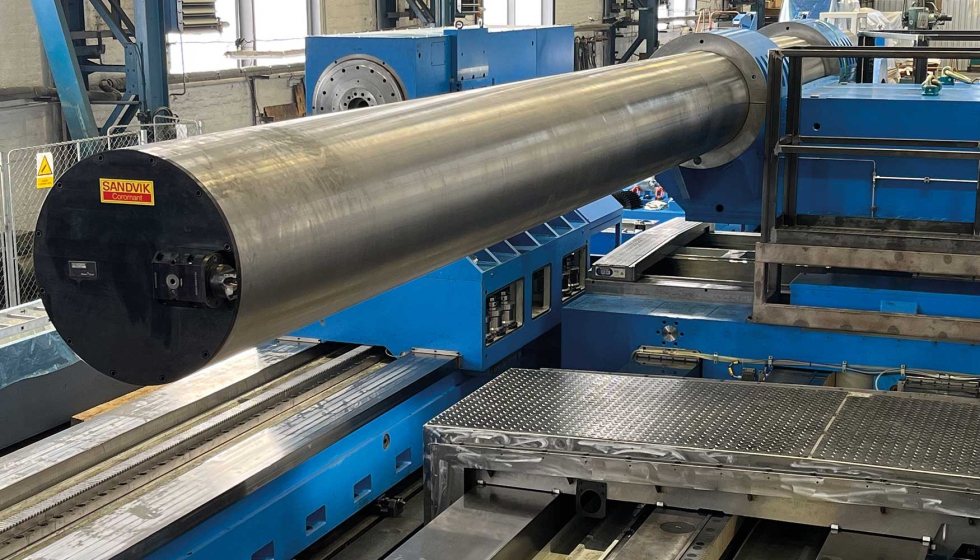
El especialista en herramientas Sandvik Coromant ha desarrollado la barra de mandrinar más grande del mundo. Con casi 11.000 mm de longitud y 600 mm de diámetro, este monstruo de la ingeniería se ha desarrollado específicamente para satisfacer los requisitos de mecanizado de la unidad de Häkkinen Group Jyväskylä, una empresa de ingeniería finlandesa. La gigantesca herramienta de torno se utilizará para fabricar componentes metálicos de precisión para diversos sectores, como el petróleo y el gas en alta mar, la transmisión de energía y las energías renovables.

Reducción de las vibraciones
La unidad de Häkkinen Group Jyväskylä se puso en contacto con su socio ŠMT —antes Škoda Machine Tool—, con sede en la República Checa, uno de los principales fabricantes del mundo de mandrinadoras y fresadoras horizontales de alta precisión, tornos horizontales y mucho más. Estaba claro que ŠMT necesitaría los servicios de un especialista en herramientas de corte que pudiera suministrar una barra de mandrinar con las dimensiones excepcionales necesarias para satisfacer las exigencias de un proyecto tan singular.
Con este fin, ŠMT se dirigió a Sandvik Coromant CZ, también con sede en la República Checa, para solicitar su apoyo en el desarrollo de la enorme barra. “Sandvik Coromant es conocido como fabricante de barras de mandrinar, en particular de barras con cualidades antivibratorias”, explica Vaclav Faber, ingeniero de proyectos de Sandvik Coromant CZ. “Reducir las vibraciones en una barra de mandrinar es crucial porque garantiza la precisión y la calidad del acabado superficial en las operaciones de mecanizado”.
Unas vibraciones excesivas pueden provocar imprecisiones, desgaste de la herramienta y comprometer la integridad de la pieza, algo que preocupaba dada la enorme escala de las operaciones de mecanizado de la unidad de Häkkinen Group Jyväskylä. En cambio, al minimizar las vibraciones, la barra de mandrinar mantiene unas condiciones de corte estables y controladas, lo que se traduce en una mayor productividad, una mayor vida útil de la herramienta y unos acabados superficiales superiores.
 ŠMT tenía otros requisitos estrictos para la barra: su cliente, la unidad de Häkkinen Group Jyväskylä, necesitaba una herramienta que se integrara a la perfección con su maquinaria existente y que, al mismo tiempo, ampliara los límites de las operaciones de torneado. También era esencial que la nueva barra fuera compatible para su uso en el enorme torno de ŠMT. Para ello se recurrió a Sandvik Teeness, de Trondheim (Noruega). El equipo fue elegido por su reputación como líder del mercado en el desarrollo y producción de barras de mandrinar que se remonta a la década de los sesenta.
ŠMT tenía otros requisitos estrictos para la barra: su cliente, la unidad de Häkkinen Group Jyväskylä, necesitaba una herramienta que se integrara a la perfección con su maquinaria existente y que, al mismo tiempo, ampliara los límites de las operaciones de torneado. También era esencial que la nueva barra fuera compatible para su uso en el enorme torno de ŠMT. Para ello se recurrió a Sandvik Teeness, de Trondheim (Noruega). El equipo fue elegido por su reputación como líder del mercado en el desarrollo y producción de barras de mandrinar que se remonta a la década de los sesenta.
Retos
La barra es de acero y contiene un componente llamado ‘amortiguador’ hecho de metal pesado. Un amortiguador es un dispositivo utilizado para reducir o absorber vibraciones, que rara vez se encuentra en maquinaria o estructuras, y que se sujeta en anillos de goma especiales.
Otra característica crucial de la barra es el portaherramientas Coromant Capto fijado a la parte delantera de la barra, que sujetaría las plaquitas de corte necesarias para mecanizar la pieza. El Coromant Capto está diseñado para reducir los tiempos de reglaje y cambio de herramientas y aumentar significativamente la utilización de la máquina, además de favorecer un mecanizado estable y fiable.
“El portaherramientas ha demostrado ser especialmente útil en máquinas multitarea”, afirma Faber. “Permite ensamblar herramientas con diferentes longitudes y características de diseño, independientemente del adaptador de la máquina. El Coromant Capto también cumple el requisito de la unidad Häkkinen Group Jyväskylä de disponer de una barra de mandrinar que pueda utilizarse en una amplia gama de configuraciones industriales”.
Pruebas exhaustivas
Los especialistas de Sandvik Teeness realizaron mediciones de frecuencia cruciales sobre el terreno para evaluar la eficacia del adaptador de amortiguación integrado en la barra. La barra se puso a trabajar en un gran torno CNC y se probó varias veces en tres aplicaciones: desbaste, acabado y perfilado, cada vez con datos de corte diferentes.
La herramienta trabajó con un voladizo máximo permitido de 10 veces el diámetro (10 × D), recomendado para minimizar las vibraciones y obtener la mejor estabilidad y precisión posibles. Las barras de mandrinar Silent Tools de Sandvik Coromant, llamadas así porque funcionan con vibraciones mínimas, se utilizan en general con voladizos de herramienta largos y es muy importante una sujeción rígida. Las barras de mandrinar cilíndricas deben sujetarse siempre en un soporte de manguito tipo pinza con una longitud de sujeción mínima de 4 veces el diámetro de la barra.
Los datos de corte se basaron en las recomendaciones iniciales generadas por la plataforma de software CoroPlus Tool Guide, que se modificaron durante las pruebas. Para la aplicación de desbaste, la barra funcionó siempre con una velocidad de corte (vc) de 100 m/min y un avance por revolución (fn) de 0,4 mm/rev. La carga de una barra de mandrinar depende principalmente de la profundidad de corte (ap), el avance y el material de la pieza. Es esencial garantizar una ap y un fn para evitar vibraciones durante el corte. Una ap y un fn demasiado altos pueden provocar vibraciones por flexión de la herramienta.
Por ello, se ajustó la ap para las pruebas. La barra de mandrinar mostró signos de vibración a una ap de 5,6 mm y un rendimiento limitado a 4,5 mm, pero, al final, se comprobó que 3,5 mm era la profundidad de corte recomendada.
En las aplicaciones de acabado y también de perfil, la barra funcionó a una vc de 110 m/min y una ap de 0,5 mm cada vez. El fn se ajustó y se comprobó que 0,25 era el ajuste óptimo y recomendado, dando una rugosidad media (Ra) de 3,4.
“Basándose en los resultados de la prueba, los especialistas de Sandvik Coromant pudieron recomendar a ŠMT parámetros de datos de corte y plaquitas”, explica Faber.
Jaroslav Šuga, director de cuentas globales de Sandvik Slovakia, añade: “Hubo reuniones periódicas con el equipo de producción de Sandvik Teeness sobre el plazo de entrega de la barra y todos los detalles relativos a la manipulación, el transporte y la logística. El éxito fue posible porque trabajamos conjuntamente con los diseñadores de ŠMT, los tecnólogos, el equipo de producción de Noruega y todas las personas implicadas en el proceso de venta”.

Más inversión
Sandvik Coromant ha desarrollado una barra de mandrinar que no solo destaca por su tamaño, sino que también es un activo inestimable para la unidad de Häkkinen Group Jyväskylä, en cuyo taller se utiliza ahora para mecanizar con precisión componentes para diversos sectores. En el futuro, y tras quedar impresionada por la barra de mandrinar más grande del mundo, ŠMT tiene previsto invertir en otras barras de mandrinar de Sandvik Coromant, aunque algo más pequeñas, para el mecanizado de componentes de menor tamaño.
“La barra de mandrinar más grande del mundo sigue siendo la prueba del compromiso inquebrantable de Sandvik Coromant con la innovación y la precisión en las aplicaciones de mecanizado”, concluye Faber.
Se trata de la barra de mandrinar más grande del mundo






